Bearing Manufacturing Process
High-performance bearings require precision engineering, advanced materials, and strict quality control.
1. Forging & Shaping
Steel bars are cut into blanks. Blanks are forged into rings (inner and outer) using presses or rolling methods. This step ensures the basic geometry of the bearing. This stage forms the raw geometry of the bearing components.
- Steel rods or bars are cut into small cylindrical pieces (blanks).
- Blanks are heated to a specific temperature to improve ductility.
- Using forging presses or ring rolling machines, the blanks are shaped into inner and outer rings.
- Forging refines the grain structure, improving strength and impact resistance.
- Excess material (flash) is removed, and rings are roughly sized.
- This process ensures material uniformity and structural integrity before machining.


2. Annealing
The forged rings are heated to ~650–700°C and slowly cooled. This softens the material, relieves internal stress, and improves machinability.
- The rings are heated in a controlled environment to ensure uniform thermal distribution.
- Slow cooling allows the internal structure to stabilize, preventing future warping.
- This process is essential for preparing the metal for high-precision turning and CNC machining.



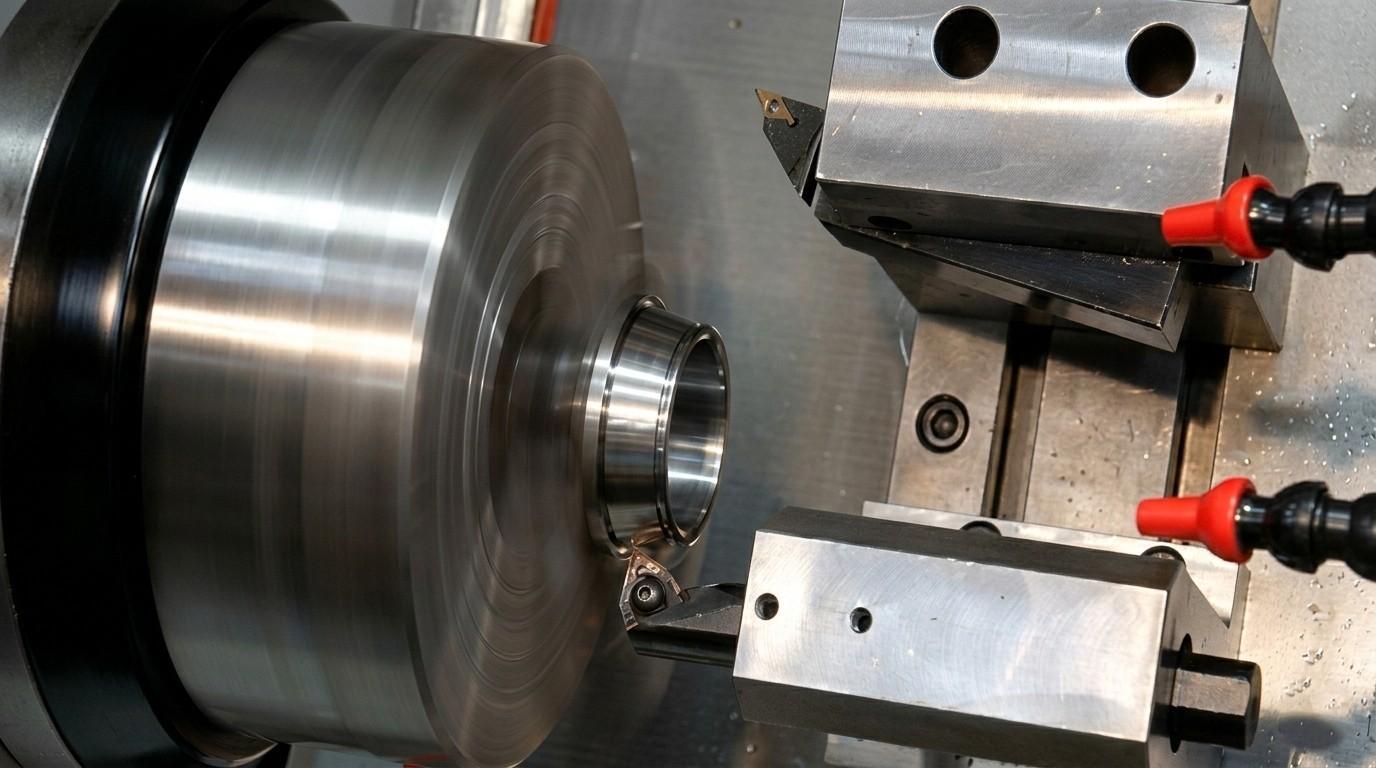
3. Turning & Machining
Rings are machined to precise dimensions using lathes and grinders. Grooves for rolling elements (balls/rollers) are cut with extreme accuracy. Surface finish is critical to reduce friction. Precision machining gives the bearing its functional shape.
- Forged rings are placed on CNC lathes for outer and inner diameter shaping and face machining.
- Raceways (grooves) are cut where balls or rollers will run.
- High accuracy is required because even micron-level errors can affect performance.
- Surface roughness is controlled to reduce friction and heat generation.
- Additional features like shoulders, chamfers, and lubrication holes may be added.
- Dimensional tolerances are maintained according to ISO standards.

4. Heat Treatment
Rings undergo hardening (quenching and tempering). This increases strength, wear resistance, and fatigue life. Heat treatment enhances mechanical properties.
- Rings are heated in controlled atmosphere furnaces to prevent oxidation.
- Quenching (rapid cooling in oil or gas) increases hardness.
- Tempering follows to reduce brittleness and improve toughness.
- This process improves fatigue life, wear resistance, and load capacity.
- Uniform hardness across the component is critical to avoid premature failure.
- Some bearings undergo case hardening for a tough core and hard surface.

5. Grinding & Superfinishing
Precision grinding ensures exact tolerances. Superfinishing polishes surfaces to achieve mirror-like smoothness, reducing friction and noise. This stage ensures extreme precision and smoothness.
- Grinding machines refine dimensions to very tight tolerances (microns).
- Raceway surfaces are ground to ensure perfect geometry and proper load distribution.
- Superfinishing processes (like honing or lapping) remove microscopic surface irregularities and produce a mirror-like finish.
- Benefits include reduced friction, lower noise and vibration, and increased bearing life.
- This is one of the most critical steps for high-performance bearings.


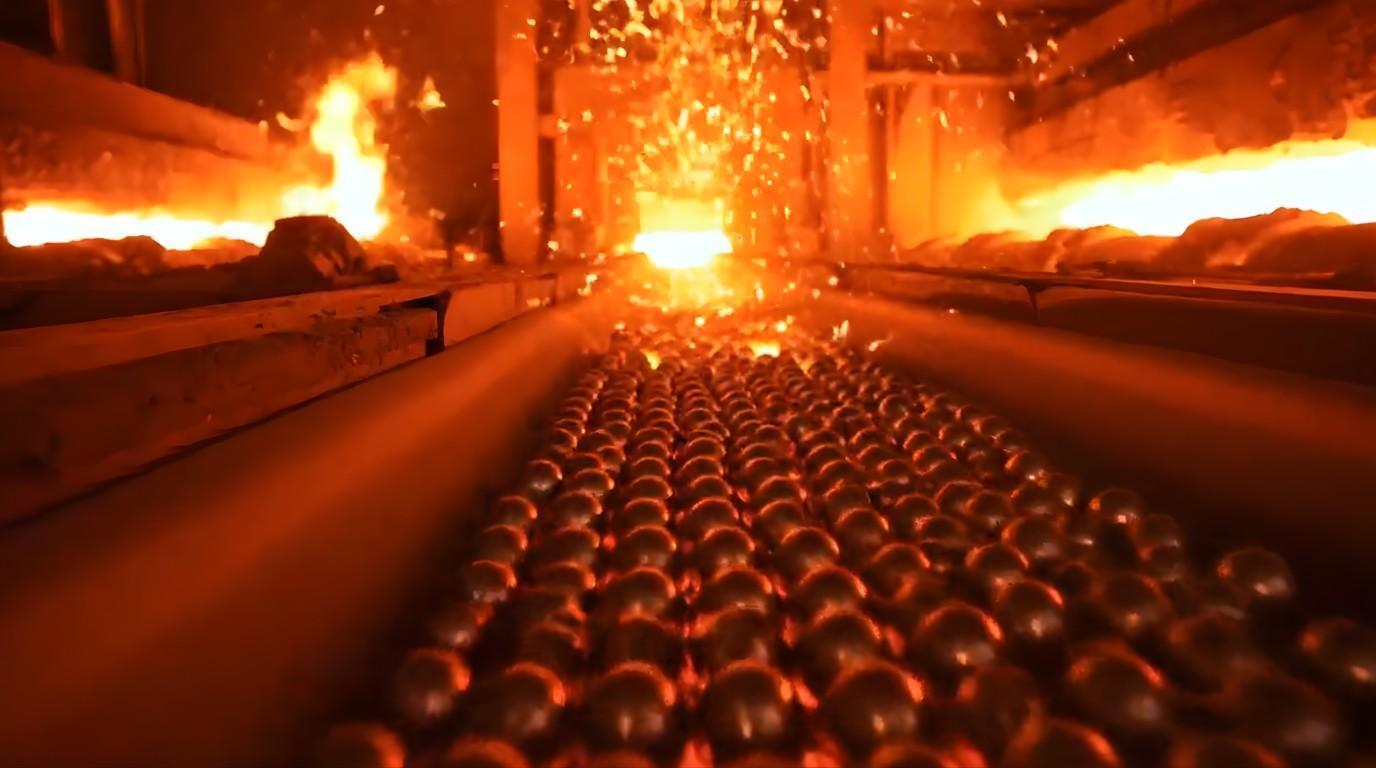
6. Rolling Element Production
Balls or rollers are manufactured separately. Wire rods are cut, cold-headed, and hardened. Grinding and lapping achieve perfect roundness and smoothness.
- Steel wire is cut into small slugs.
- Slugs are cold-headed to form rough spherical shapes (for balls).
- Components are heat treated for hardness and ground to achieve precise size.
- Lapping and polishing ensure perfect roundness and ultra-smooth surface finish.
- Rollers (cylindrical, tapered, or needle) are similarly processed.
- Dimensional consistency is crucial for uniform load distribution.


7. Assembly
Inner and outer rings, rolling elements, and cages are assembled. Lubricants (oil/grease) are applied. Seals or shields may be added depending on design. All components are brought together to form the final bearing.
- Inner ring, outer ring, rolling elements, and cage are assembled.
- Cages (retainers) keep rolling elements evenly spaced and reduce friction.
- Lubrication is applied: Grease for sealed bearings or Oil for high-speed/high-temperature applications.
- Seals or shields are added to prevent contamination and retain lubricant.
- Assembly may be manual or automated depending on production scale.
- Cleanroom conditions are often used for precision bearings.


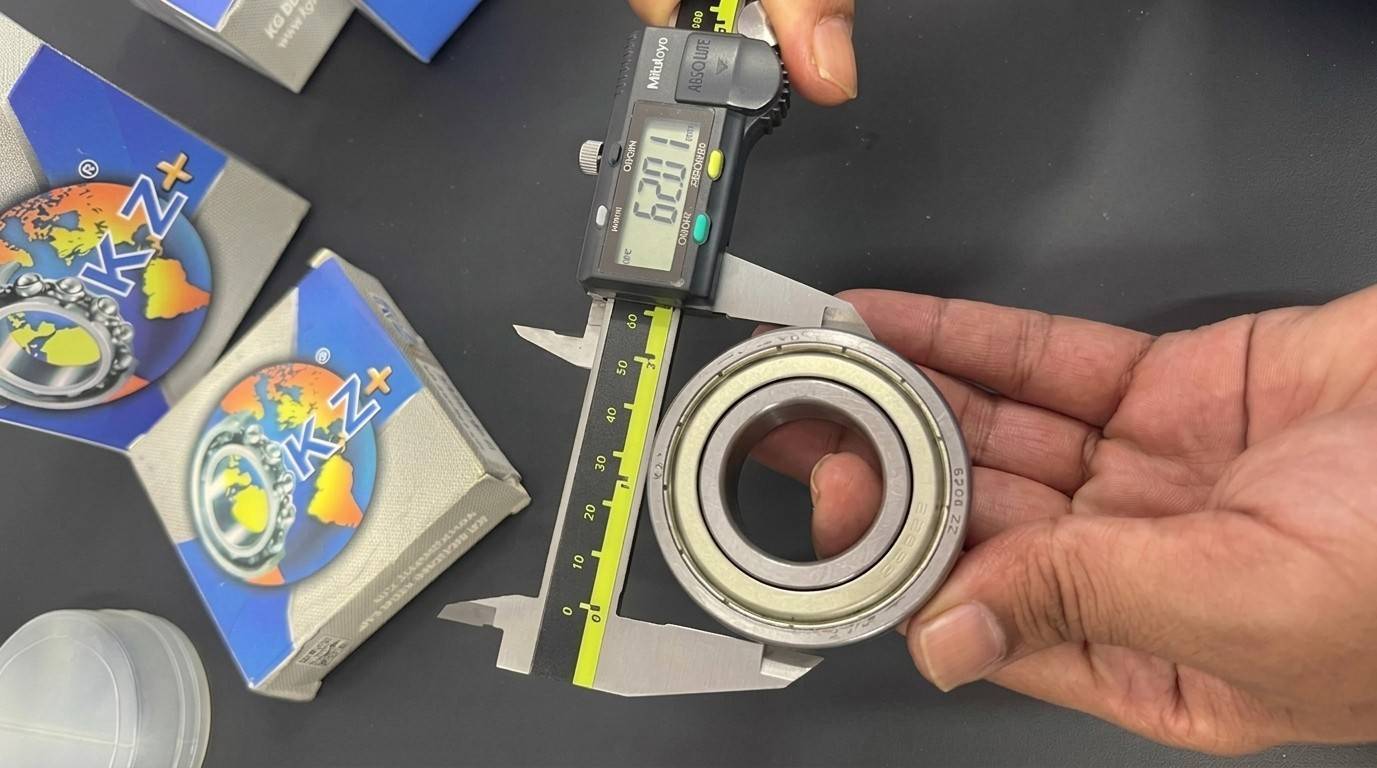
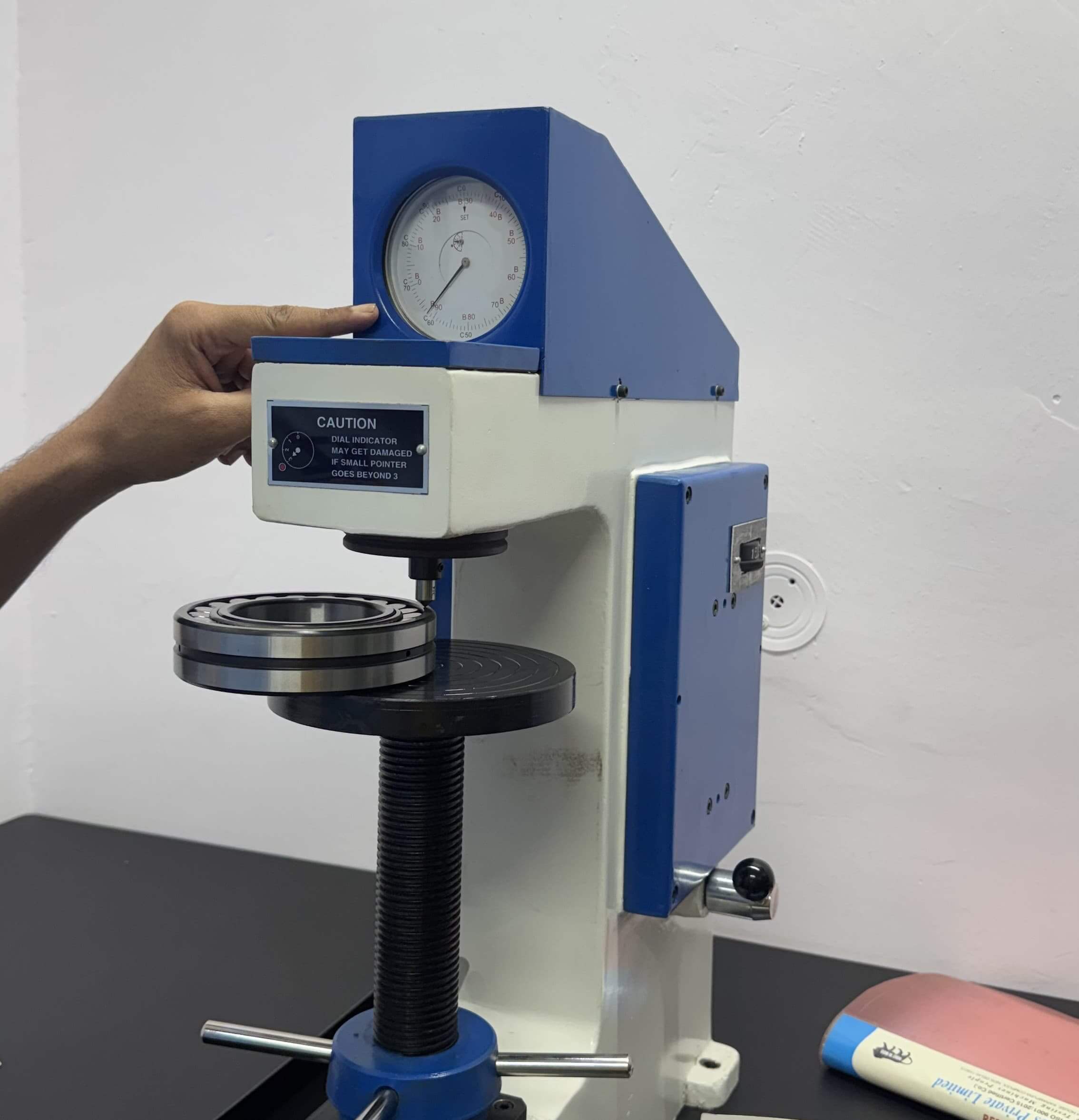
8. Quality Control & Testing
Bearings undergo dimensional checks, hardness tests, vibration analysis, and noise testing. Defective units are rejected to maintain reliability. Strict testing ensures reliability and performance.
- Dimensional inspection using precision instruments (micrometers, CMM).
- Hardness testing ensures proper heat treatment.
- Surface roughness measurement verifies finishing quality.
- Vibration and noise analysis detects defects like surface irregularities or imbalance.
- Fatigue and life testing simulate real operating conditions.
- Bearings must meet international standards (ISO, ANSI) before approval.

9. Packaging & Distribution
Bearings are cleaned, coated with anti-rust oil, and packaged for shipment. Specialized packaging ensures safe transport for industrial and automotive use. Final step ensures safe delivery and storage.
- Bearings are thoroughly cleaned to remove debris and contaminants.
- A protective anti-corrosion oil coating is applied.
- Packaging includes vacuum sealing, moisture-proof wrapping, and shock-resistant containers.
- Labels include specifications and batch numbers for traceability.
- Proper packaging prevents rust and mechanical damage during transport.
- Products are then distributed to industrial, automotive, and aerospace sectors.


